I sensori a microonde sono attualmente la tecnologia di riferimento per la misura in linea continua dell'umidità nei solidi sfusi. La frequenza di 433 MHz è una banda ISM (Industrial, Scientific, Medical) libera da restrizioni di licenza, scelta perché offre maggior penetrazione nel materiale rispetto alle frequenze più alte (2,45 GHz dei forni domestici, 5,8 GHz). A questa frequenza la molecola d'acqua, che è dipolare, assorbe e modifica l'onda elettromagnetica in modo proporzionale al contenuto d'acqua libera presente.
Funzionamento
I sensori a microonde più diffusi industrialmente lavorano a contatto diretto col solido: la sonda è installata a parete su silos, mixer, scivoli, oppure su una slitta dedicata sopra un nastro trasportatore con la testa a contatto col materiale. Il volume di misura è il materiale immediatamente adiacente alla testa del sensore (5-15 cm di profondità tipica). L'onda emessa interagisce con l'acqua presente nel materiale e l'elettronica calcola il contenuto d'acqua dalla variazione delle proprietà elettromagnetiche misurate. Una termocoppia integrata fornisce la compensazione di temperatura e la correzione della costante dielettrica con la temperatura.
Punti di forza
- Accuratezza: ±0,1-0,3% sull'umidità, molto buona per applicazioni industriali.
- Range: 0-30% di umidità, copre praticamente tutte le applicazioni.
- Indipendenza dal colore: la microonda attraversa materiali bianchi, scuri, colorati con la stessa efficacia. Vantaggio decisivo per RAP scuro, glass cullet colorato, sabbia di fonderia.
- Robustezza alla polvere e all'abrasione: il sensore è in contatto diretto col materiale e quindi soggetto a usura della testa di misura, ma esistono versioni con testa di usura sostituibile per materiali abrasivi (sabbia, RAP, vetro frantumato). Polvere e umidità d'aria nell'ambiente non disturbano la misura, perché l'elettronica legge solo il volume direttamente in contatto col materiale.
- Velocità: misura in tempo reale (refresh 1-10 Hz tipico), ideale per controllo retroazionato di processi continui.
- Costo accessibile: range tipico 4.000-5.000 € per sensore, molto vantaggioso rispetto al NIR.
Limiti
- Per range di umidità molto bassi (<0,5%) la sensibilità si riduce: il segnale di attenuazione è troppo piccolo. Per applicazioni a bassissima umidità (sabbia per resine cold-box, polveri farmaceutiche), si usano microonde a frequenze diverse o NIR.
- Richiede uno spessore minimo di materiale attraversato (tipicamente 30-50 mm) per avere un segnale stabile. Su nastri molto sottili può richiedere accumulo di prodotto.
- La calibrazione iniziale è materiale-specifica: per ogni nuovo prodotto serve una taratura su 5-10 campioni di riferimento (gravimetrici).
Verdetto: il microonde 433 MHz è la scelta predefinita per la misura in linea continua dell'umidità nei solidi sfusi industriali. È raccomandato in oltre l'80% delle applicazioni: cereali, sabbia di fonderia, glass batch, RAP, biomassa, calcestruzzo. Esistono varianti specialistiche per coprire condizioni di processo specifiche: testa sostituibile per materiali abrasivi (es. Ludwig FL-WAPP exchangeable head), versioni alta temperatura fino a 130°C (FL-WAPP High-Temperature), versioni ATEX certificate per zone classificate gas e polveri (FL-WAPP ATEX), versioni Food-grade (FL-WAPP Food). I sistemi di misura completi includono dispositivi di water-dosing per mixer (FL-Mikro T2 per fonderie e vetrerie) e sistemi specifici per il calcestruzzo (FL-BatchCheck per centrali di betonaggio, FL-Inspector per autobetoniere).
Il radar TDR è una tecnologia originariamente sviluppata per la misura del livello in silos e serbatoi, che è stata adattata anche alla misura di umidità grazie al fatto che la velocità di propagazione dell'impulso radar dipende dalla costante dielettrica del materiale.
Funzionamento
Una sonda metallica (lunghezza tipica 0,5-6 m) viene immersa nel silos o nel materiale stoccato. L'elettronica emette un impulso elettromagnetico ad alta frequenza che si propaga lungo la sonda. L'impulso viene riflesso quando incontra discontinuità (ad esempio l'interfaccia aria-prodotto), tornando indietro lungo la sonda. Misurando il tempo di volo, si ricava la posizione del livello (applicazione classica) e/o la costante dielettrica media del materiale (applicazione umidità).
Punti di forza
- Penetrazione elevata: la sonda può essere lunga 1-6 m, permettendo misure su grandi spessori di materiale stoccato.
- Adatto a silos profondi: applicazione classica per silos di stoccaggio cereali (5-30 m di altezza), dove un sensore microonde a flusso non è installabile.
- Misura combinata livello + umidità: alcuni modelli forniscono entrambe le misure dallo stesso strumento.
- Indipendenza dal colore: come il microonde.
Limiti
- Sensibilità alla densità di carica: la velocità di propagazione dipende anche dalla densità del materiale lungo la sonda, che può variare significativamente con la stratificazione.
- Costo elevato: tipicamente 8.000-20.000 € per sensore, superiore al microonde.
- Sonda fisica nel materiale: la sonda è esposta ad abrasione e accumulo di prodotto, richiede manutenzione periodica.
- Inadatto al flusso continuo: le configurazioni a sonda guida d'onda sono pensate per misure puntuali in silos statici, non per nastri trasportatori.
- Accuratezza inferiore al microonde: ±0,3-0,5% tipica.
Verdetto: il radar TDR è la scelta giusta in nicchie specifiche: silos di stoccaggio profondi (cereali in elevatori, mangimi), applicazioni con misura combinata livello + umidità, processi batch dove un solo sensore può servire più funzioni. Non è la scelta primaria per misura in linea continua su flusso (nastri, scivoli, condotte pneumatiche), dove il microonde è nettamente superiore.
I sensori capacitivi sono stati la prima tecnologia industriale di misura umidità in linea, dominanti negli anni 1990-2000. Oggi sono in graduale dismissione nelle nuove installazioni, sostituiti dal microonde, ma rimangono presenti in moltissime fonderie, vetrerie e impianti di calcestruzzo italiani come tecnologia legacy.
Funzionamento
Due armature metalliche formano un condensatore. Il materiale tra le armature funge da dielettrico. La capacità del condensatore dipende dalla costante dielettrica del materiale, che a sua volta è dominata dall'acqua. Misurando la capacità si ricava l'umidità.
Punti di forza
- Costo basso: tipicamente 2.000-6.000 € per sensore, il più economico delle tecnologie elettromagnetiche.
- Tecnologia matura: ben conosciuta, manualistica e know-how diffusi.
- Compattezza: i sensori capacitivi sono spesso più piccoli del microonde, integrabili in spazi ristretti.
Limiti
- Sensibilità alla densità di carica: a parità di umidità, una variazione di densità di carica sul nastro produce variazioni significative di capacità misurata. Difficile da correggere senza misura simultanea della densità.
- Sensibilità alla composizione minerale: tenori variabili di ossidi di ferro, sali, additivi modificano la costante dielettrica del solido secco. Cambi di lotto richiedono ricalibrazione.
- Sensibilità alla temperatura: la costante dielettrica dell'acqua dipende dalla temperatura. Senza compensazione termica, l'errore può essere significativo.
- Ricalibrazioni frequenti: ogni 1-3 mesi tipico, contro 6-12 mesi del microonde.
- Accuratezza inferiore: ±0,5-1% tipica nelle condizioni industriali reali.
Verdetto: il capacitivo è una tecnologia in fase di obsolescenza. È ancora installato in molti impianti italiani per ragioni storiche, ma non è la scelta corretta per nuove installazioni. In fase di revamping di un impianto esistente, è quasi sempre conveniente sostituire il sensore capacitivo con uno a microonde, per ottenere accuratezza superiore e ridurre la frequenza di ricalibrazione. Il payback della sostituzione è tipicamente inferiore a 12 mesi grazie alla riduzione degli scarti di processo.
Il NIR (Near Infrared) è una tecnologia ottica originariamente nata in laboratorio per analisi multi-parametro di alimenti e mangimi, e progressivamente trasferita su processi in linea. È la tecnologia più sofisticata e costosa delle quattro.
Funzionamento
Una sorgente luminosa emette nel vicino infrarosso (700-2.500 nm). La luce viene riflessa dalla superficie del materiale e captata da un detettore. Le molecole d'acqua, e altre molecole organiche (proteine, grassi, amido, ceneri), assorbono selettivamente specifiche bande spettrali. Algoritmi chemiometrici ricavano il contenuto di ogni componente. È quindi una tecnologia multi-parametro: oltre all'umidità, può misurare proteine, glutine, ceneri, grassi.
Punti di forza
- Multi-parametro: unica tecnologia che misura simultaneamente più componenti del materiale. Vantaggio decisivo per controllo qualità farina (umidità + proteine + ceneri + glutine), mangimi, prodotti alimentari finiti.
- Accuratezza elevata: ±0,1-0,2% sull'umidità, paragonabile al microonde.
- Versione di laboratorio: lo stesso strumento può funzionare sia in laboratorio sia in linea con calibrazioni dedicate.
Limiti
- Costo elevato: 25.000-80.000 € per sensore, 3-5 volte il microonde.
- Misura solo superficiale: il NIR penetra solo pochi millimetri nel materiale. Su prodotti non omogenei (RAP, sabbia bagnata in superficie e secca dentro), l'errore può essere significativo.
- Sensibilità a polveri e sporco: la finestra ottica deve essere mantenuta pulita, richiede sistemi di soffiaggio aria automatici e manutenzione frequente.
- Sensibilità al colore: cambi di colore del materiale (es. cullet vetro chiaro vs cullet ambrato) richiedono calibrazioni separate.
- Manutenzione: pulizia finestra ottica settimanale o più frequente in ambienti polverosi.
Verdetto: il NIR è la scelta giusta quando serve multi-parametro: controllo qualità della farina finale, mangimistica zootecnica, prodotti alimentari finiti, applicazioni di laboratorio in linea. Non è la scelta primaria quando serve solo l'umidità: il microonde è 3-5 volte più economico, più robusto, e più adatto ai materiali poco omogenei.
La selezione della tecnologia di misura umidità non è una scelta universale: dipende dall'applicazione specifica. Ecco un albero decisionale semplificato per orientare la scelta:
Domanda 1 — Servono più parametri oltre all'umidità?
Se servono proteine, ceneri, grassi, glutine insieme all'umidità (tipico nel controllo qualità della farina o dei mangimi), la scelta è il NIR. Se serve solo l'umidità, scartare il NIR per ragioni di costo.
Domanda 2 — La misura è in linea su flusso o puntuale in silos?
Per flusso continuo (nastro trasportatore, scivolo, condotta pneumatica), la scelta è il microonde 433 MHz. Per misura puntuale in silos profondi di stoccaggio (cereali in elevatore, mangimi), considerare il radar TDR.
Domanda 3 — Range di umidità del materiale?
Per umidità nel range 0,5-30% (la maggioranza delle applicazioni industriali), il microonde è ottimale. Per umidità <0,5% (sabbia per resine cold-box, polveri farmaceutiche), considerare microonde a frequenza diversa o NIR. Per umidità >30% (biomasse fresche, fanghi), considerare TDR o tecnologie specialistiche.
Domanda 4 — Materiale colorato o scuro?
Per materiali scuri o colorati (RAP, cullet vetro ambra, biomasse legnose), evitare il NIR. Tutte le tecnologie elettromagnetiche (microonde, TDR, capacitivo) sono indipendenti dal colore.
Domanda 5 — Composizione minerale variabile?
Per materiali con composizione molto variabile tra lotti (RAP autostradale vs urbano, cullet di provenienze diverse), evitare il capacitivo. Il microonde è meno sensibile alla composizione.
Domanda 6 — Budget?
Per budget limitato e applicazione poco critica, valutare il capacitivo come tecnologia di compromesso. Per nuove installazioni con budget standard, il microonde offre il miglior rapporto prezzo/prestazioni.
Domanda 7 — Integrazione con automazione esistente?
Tutte le tecnologie moderne supportano 4-20 mA, Modbus, Profibus, Profinet, HART. La compatibilità con il PLC esistente (Siemens, Allen-Bradley, Schneider) raramente è un fattore discriminante.
Domande frequenti
Qual è la migliore tecnologia per misurare l'umidità nei solidi sfusi?
Per la maggior parte delle applicazioni industriali con solidi sfusi (cereali, sabbia di fonderia, glass batch, RAP, biomassa), la tecnologia di riferimento è il sensore a microonde a 433 MHz. Offre il miglior compromesso tra accuratezza (±0,1-0,3%), robustezza, indipendenza dalla composizione minerale e dal colore del materiale, costo accessibile e facilità di integrazione PLC. Le alternative (radar TDR, capacitivo, NIR) hanno nicchie specifiche di applicazione.
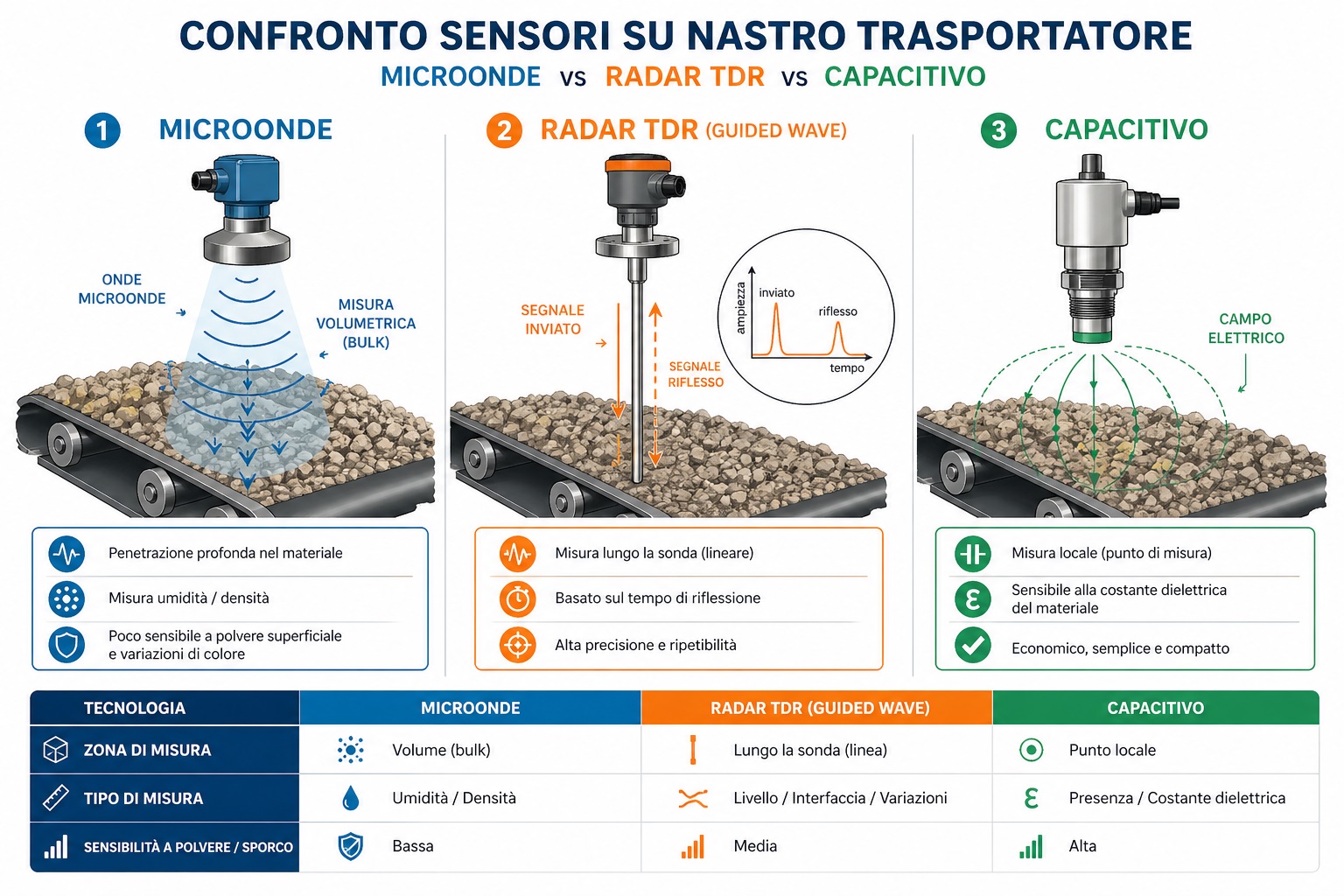
Qual è la differenza fisica tra microonde e radar TDR?
Entrambe sono onde elettromagnetiche, ma operano con principi diversi. Il microonde a 433 MHz misura l'attenuazione e lo sfasamento dell'onda continua attraverso il materiale: la molecola d'acqua è dipolare e assorbe selettivamente l'energia microonda. Il radar TDR emette un impulso elettromagnetico che viaggia lungo una sonda guida d'onda; il tempo di propagazione dipende dalla costante dielettrica del materiale. Microonde è più adatto a flusso continuo, TDR a misure puntuali in silos di stoccaggio.
Perché il capacitivo è considerato una tecnologia legacy?
I sensori capacitivi misurano la variazione di capacità elettrica dovuta alla diversa costante dielettrica dell'acqua (≈80) rispetto al solido secco (≈3-5). Il principio funziona, ma è sensibile a molte variabili interferenti: densità di carica, temperatura, contenuto salino, composizione minerale, umidità ambiente. Richiede ricalibrazioni frequenti. È stato dominante negli anni 1990-2000, ma viene progressivamente sostituito dal microonde nelle nuove installazioni dal 2010 in poi.
Quando conviene usare il NIR invece del microonde?
Il NIR ha un vantaggio specifico: misura simultaneamente più parametri oltre all'umidità (proteine, grassi, ceneri, glutine). È quindi indicato in applicazioni dove serve un'analisi multi-parametro, tipicamente nel controllo qualità della farina finale, nei mangimi. I limiti: costo (3-5× microonde), sensibilità alle polveri (richiede pulizia frequente), dipendenza dal colore. Per la sola misura di umidità in linea il microonde è quasi sempre la scelta migliore.
Posso integrare un sensore di umidità con il mio PLC esistente?
Sì, tutti i sensori industriali moderni (microonde, TDR, capacitivo) supportano protocolli standard: 4-20 mA analogico (universale), Modbus RTU/TCP, Profibus DP, Profinet (Siemens), HART (sovrapposto al 4-20 mA). I sensori di fascia alta integrano output digitali per allarmi e ingressi per calibrazione remota. L'integrazione con PLC esistente (Siemens S7, Allen-Bradley, Schneider, Mitsubishi) è generalmente plug-and-play.
Quanto costa un sensore di umidità a microonde industriale?
Per una soluzione professionale di misura umidità a microonde 433 MHz a contatto diretto, comprensiva di kit di installazione (slitta o flangia di montaggio, cavi, accessori), la fascia di prezzo tipica per il mercato italiano è 4.000-5.000 € per singolo punto di misura. Il prezzo dipende dal modello scelto (standard, ATEX, alta temperatura, food-grade, testa sostituibile per abrasione), dalla configurazione di installazione e dal sistema di lettura/integrazione PLC richiesto.