💧 Membrane RO — pretrattamento e processo
Applicazione di processo
Il recovery rate non è un valore fisso, è una variabile da fissare
In un impianto di osmosi inversa, il recovery rate — il rapporto tra acqua permeata e acqua di alimentazione — è il parametro operativo che definisce simultaneamente la resa, la concentrazione del reject, la pressione di esercizio e la durata delle membrane. Fissarlo correttamente significa proteggere l'investimento delle membrane (200–800 €/elemento, vita tipica 3–5 anni) dal deterioramento per scaling e fouling.
Il problema operativo è che il recovery rate non si fissa solo con la scelta della pompa o delle valvole di taratura. Cambia con la variazione della pressione di alimentazione, con il graduale fouling delle membrane nel tempo, con la temperatura dell'acqua, con la portata di acqua grezza disponibile. Senza un controllo attivo della portata di concentrato, il recovery effettivo si discosta dal valore di progetto, e con esso si discostano la qualità del permeato e la vita utile delle membrane.
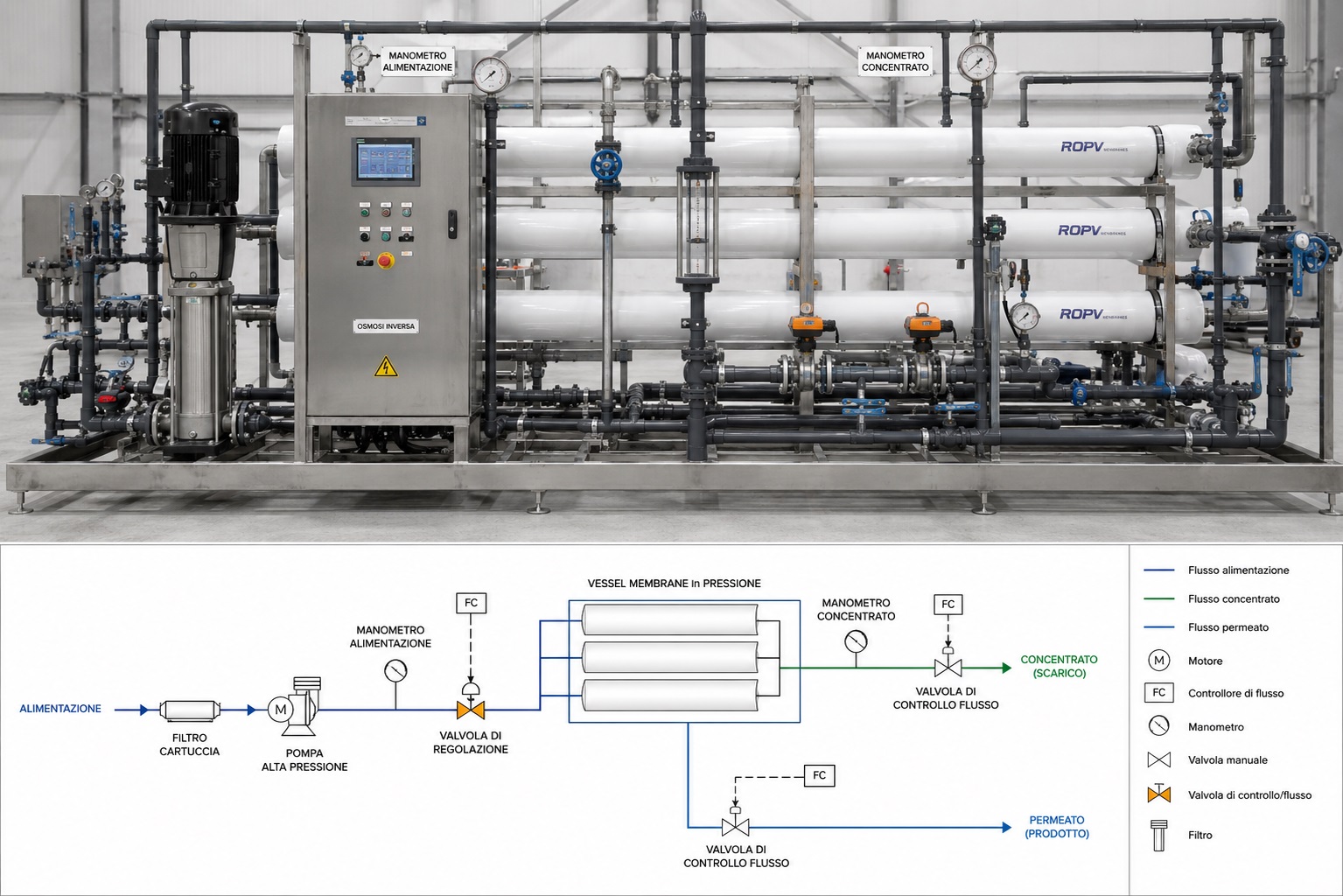
Il riduttore di flusso autoregolante, installato sulla linea del concentrato (reject), fissa la portata al valore che corrisponde al recovery rate di progetto e la mantiene costante indipendentemente dalla pressione differenziale che varia nel tempo. È lo standard professionale per il controllo idraulico degli impianti RO industriali, complementare al sensore di pressione e al flussimetro.
Tipologie di impianti RO in cui si applica il controllo flusso
Stesso principio idraulico, dimensionamenti molto diversi a seconda della scala e del tipo di acqua trattata.
RO industriale acqua di rete
RO acqua salmastra (BWRO)
Desalinizzazione acqua di mare (SWRO)
RO per alimentare caldaie
Acqua per dialisi
Farmaceutico (WFI, purified water)
Alimentare e bevande
Ultrafiltrazione e nanofiltrazione
Refining acque di processo
I due ruoli del riduttore di flusso in un impianto RO
Molti operatori conoscono il riduttore solo come "valvola sul concentrato". In realtà in un impianto di osmosi inversa correttamente dimensionato il riduttore di flusso può svolgere due funzioni distinte, su linee idrauliche diverse, con dimensionamento differente. Riconoscere la differenza è la chiave per progettare un impianto che mantiene le prestazioni nel tempo.
RUOLO 1 — Linea concentrato
Controllo del recovery rate
Sulla linea del concentrato (reject), a valle dell'ultima vessel di membrana, il riduttore di flusso fissa la portata di scarto al valore di progetto. La portata di concentrato, in rapporto con la portata di alimentazione, definisce il recovery rate dell'impianto.
Se la portata del concentrato è costante, il recovery resta costante anche al variare di pressione di alimentazione, temperatura, stato di fouling delle membrane. Un fouling progressivo si manifesta come aumento della pressione di alimentazione (allarme rilevabile) e non come degradazione invisibile del recovery.
Posizione: linea concentrato a valle delle vessel.
Portata tipica: 25–70% della portata di alimentazione.
Pressione differenziale: tipicamente 6–15 bar (BWRO), fino a 80 bar (SWRO).
RUOLO 2 — Linea ricircolo
Controllo della velocità tangenziale
Nei sistemi con ricircolo del concentrato (recycle), una parte del reject viene rinviato all'ingresso della pompa di alimentazione. Lo scopo è mantenere alta la velocità di flusso tangenziale sulla superficie delle membrane (cross-flow), che previene la concentration polarization — l'accumulo di sali stagnante sulla superficie attiva della membrana.
Il riduttore di flusso sul ramo di ricircolo fissa la portata ricircolata al valore di progetto, garantendo cross-flow costante in tutte le condizioni operative. È particolarmente importante nei sistemi a basso recovery (10–30%) dove la velocità tangenziale naturale sarebbe insufficiente senza ricircolo.
Posizione: linea recycle del concentrato verso l'aspirazione pompa.
Portata tipica: 30–80% della portata di alimentazione.
Beneficio: protezione da concentration polarization, vita utile membrane.
Recovery rate: cos'è e perché va fissato
Il recovery rate, o tasso di recupero, è il parametro più importante di un impianto RO dopo la qualità del permeato. Definisce simultaneamente la resa (quanta acqua ottengo), il consumo (quanta ne sprecho), la chimica del concentrato (rischio scaling) e la pressione di esercizio (consumo energetico).
📊 Recovery rate tipici per tipo di acqua di alimentazione
Acqua demineralizzata (TDS < 10 ppm): R = 80–90%
Acqua bassa salinità (TDS < 500 ppm): R = 75–80%
Acqua salmastra (TDS < 8.000 ppm): R = 50–75%
Acqua di mare (TDS fino a 47.000 ppm): R = 10–45%
Reiezione tipica membrane: 96–98%
Cloro libero ammesso: ≤ 0,1 ppm
Pressione tipica BWRO: 6–15 bar
Pressione tipica SWRO: 55–80 bar
Il recovery va fissato in fase di progetto in funzione dei limiti di solubilità dei sali nel concentrato (CaCO₃, CaSO₄, BaSO₄, SiO₂) e della disponibilità di acqua grezza. Andare oltre il limite progettuale significa precipitazione di sali sulla membrana e perdita irreversibile di prestazioni.
Cosa succede senza un controllo attivo della portata di concentrato
In assenza di un riduttore di flusso autoregolante, la portata di concentrato è regolata da una valvola di taratura manuale (a saracinesca, a spillo, a sfera) che genera una resistenza idraulica fissa. La portata effettiva dipende dalla pressione differenziale disponibile, che varia per quattro ragioni operative.
⚠ Effetti operativi del recovery rate non controllato
Recovery troppo alto (concentrato stretto)
- Concentrazione salina nel reject sopra il limite di solubilità
- Scaling: precipitazione di CaCO₃, CaSO₄, BaSO₄ sulle membrane
- Perdita di permeabilità irreversibile, ΔP cresce
- Vita utile membrane ridotta del 30–50%
- Necessità di pulizia chimica (CIP) frequente
- Rischio breakthrough di solfati e silice nel permeato
Recovery troppo basso (concentrato largo)
- Spreco di acqua grezza (più acqua va allo scarico)
- Costo di trattamento dello scarico più alto
- Pompa di alimentazione sovradimensionata, energia sprecata
- In alimentazione tariffata: costo per m³ trattato più alto
- Concentration polarization su membrane ad alta superficie
- Resa di permeato sotto il dato di targa dell'impianto
Le quattro variabili che spostano il recovery rate effettivo
Anche un impianto progettato bene si discosta dal recovery di progetto se non c'è un controllo attivo della portata di concentrato. Quattro fattori operativi sono responsabili nella maggioranza dei casi:
- Fouling progressivo delle membrane: nel corso della vita utile, le membrane si sporcano gradualmente. La pressione necessaria per mantenere il flusso di permeato cresce. Se la valvola sul concentrato è solo manuale, la maggiore pressione spinge più acqua nel bypass, e il recovery cala mentre la pompa lavora di più.
- Variazione di temperatura dell'acqua: la viscosità dell'acqua cambia significativamente tra inverno (5 °C) ed estate (25 °C). A parità di pressione, il flusso di permeato varia del 30–40% sull'arco dell'anno. Il riduttore di flusso fissa il rapporto idraulico, indipendentemente dalla viscosità.
- Variazione del TDS dell'acqua di alimentazione: la pressione osmotica è proporzionale al TDS. Su acque di pozzo o di superficie, il TDS varia per stagione, piovosità, intrusione salina. Senza controllo attivo, il recovery effettivo varia con il TDS.
- Pulse della pompa di alimentazione: pompe a pistoni o a membrana hanno pulsazione idraulica naturale. Senza riduttore di flusso, il concentrato segue la pulsazione, sottoponendo le membrane a stress idraulico ciclico.
Il riduttore di flusso autoregolante elimina alla radice tutti e quattro i fattori. La portata di concentrato è determinata dalla geometria della valvola e dalla gomma di controllo, non dalla pressione disponibile. Recovery costante, prestazioni ripetibili, vita membrane ottimizzata.
Dimensionamento del riduttore di flusso per RO
Il dimensionamento si fa a partire dal recovery rate di progetto. Tre passi sequenziali: calcolo della portata di concentrato, scelta della dimensione del corpo valvola, scelta della gomma di controllo in base alla pressione di esercizio del sistema (BWRO o SWRO).
Esempio di dimensionamento: RO industriale 5 m³/h permeato per alimentare caldaia
Dati di progetto: impianto RO industriale per acqua di alimentazione caldaia, portata permeato richiesta 5 m³/h, acqua grezza addolcita TDS 350 ppm, recovery rate di progetto 75%.
Calcolo portata alimentazione: Q_aliment = Q_permeato / Recovery = 5 / 0,75 = 6,67 m³/h (= 111 L/min).
Calcolo portata concentrato: Q_concentrato = Q_alimentazione − Q_permeato = 6,67 − 5 = 1,67 m³/h (= 28 L/min).
Selezione modello concentrato: riduttore di flusso filettato DN20, portata nominale 28 L/min, gomma EPDM (range 1,4–15 bar, tolleranza ±20%, compatibilità acqua trattata e cloro residuo entro limiti membrana), corpo in ottone. Connessione 3/4" BSP femmina/femmina.
Verifica perdita di carico: alla portata nominale 28 L/min, perdita di carico 1,4–10 bar. La pressione di esercizio dell'impianto (8–12 bar in alimentazione, 6–10 bar nel concentrato a valle delle membrane) garantisce il funzionamento corretto del riduttore in tutte le condizioni.
Beneficio operativo: recovery rate fissato al 75% indipendentemente dalla pressione di alimentazione che cresce nel tempo per fouling. Il segnale di fouling diventa la pressione di alimentazione (allarme rilevabile dal trasduttore di pressione esistente), non la degradazione invisibile della prestazione.
Tabella di scelta rapida per impianti RO industriali
Modelli tipici per impianti BWRO (acqua salmastra a media pressione) sulla linea del concentrato. Per acqua di mare ad alta pressione (SWRO) si selezionano modelli con corpo in inox e gomma HP2 o Viton, dimensionati su richiesta.
| Permeato (m³/h) |
Recovery |
Aliment. (L/min) |
Concentrato (L/min) |
Modello tipico |
Connessione |
| 0,5 |
75% |
11 |
2,8 |
Filettato DN10 |
3/8" BSP |
| 1,0 |
75% |
22 |
5,5 |
Filettato DN15 |
1/2" BSP |
| 2,0 |
75% |
44 |
11 |
Filettato DN15 |
1/2" BSP |
| 3,0 |
75% |
67 |
17 |
Filettato DN20 |
3/4" BSP |
| 5,0 |
75% |
111 |
28 |
Filettato DN20 |
3/4" BSP |
| 10,0 |
70% |
238 |
71 |
Filettato DN25 |
1" BSP |
| 20,0 |
65% |
513 |
180 |
Filettato DN32 / Wafer DN40 |
1¼" o flangia |
| 50,0 |
60% |
1.389 |
556 |
Wafer DN65 |
flangia PN10 |
| 100,0 |
50% |
3.333 |
1.667 |
Wafer DN100 |
flangia PN10 |
Nota: i recovery rate decrescenti con la dimensione dell'impianto riflettono la pratica industriale di non spingere il recovery oltre il limite di scaling per acque grezze più cariche (impianti più grandi spesso lavorano su acque di pozzo con TDS variabili). Per acque demineralizzate o ad alta purezza in alimentazione, recovery fino a 85–90% sono possibili.
Scenari di applicazione tipici
Quattro contesti reali in cui il riduttore di flusso fa la differenza tra un impianto RO che mantiene le prestazioni nel tempo e uno che si degrada in pochi mesi.
RO per alimentazione caldaie industriali
Impianto industriale alimentare con caldaia di processo (10 t/h vapore). L'acqua di alimentazione caldaia richiede TDS < 10 ppm, conducibilità < 20 µS/cm. Il sistema RO produce 8 m³/h di permeato a recovery 75%. Il riduttore di flusso sul concentrato fissa il recovery e protegge le membrane (4 elementi 8" da 600 € ciascuno) dal scaling per durezza residua post-addolcimento.
Buyer tipico: Plant Manager + Manutenzione utilities.
Modello tipico: filettato DN25, EPDM.
RO per acqua dialisi (RO medicale)
Centro dialisi ospedaliero o ambulatorio privato con 8 letti dialisi. RO doppio passaggio per garantire conformità alle norme su acqua per emodialisi (UNI EN ISO 23500). Il controllo del recovery è critico per evitare endotossine e contaminazione microbiologica del permeato. Riduttore di flusso garantisce ricircolo costante del primo passaggio.
Buyer tipico: Direttore tecnico + UO Dialisi.
Modello tipico: filettato DN20, EPDM o Viton FDA.
BWRO per acqua di pozzo salmastra
Impianto agricolo, alimentare o industriale in zona costiera (intrusione salina del pozzo) con TDS variabile 1.500–3.500 ppm su base stagionale. Recovery di progetto 60% per limitare scaling di solfato di calcio. Il riduttore di flusso sul concentrato mantiene il recovery costante anche al variare del TDS di alimentazione, evitando l'oscillazione tipica dei sistemi a sola valvola manuale.
Buyer tipico: Process engineer impianti acque.
Modello tipico: filettato DN25–DN32, EPDM.
RO con ricircolo per microbirrifici e cantine
Impianto di trattamento acqua per processo birrario o vinicolo, con RO a doppio stadio e ricircolo per ottimizzare recovery su acque di rete. Il primo riduttore fissa il recovery del primo stadio, il secondo controlla la velocità tangenziale di ricircolo per protezione delle membrane da concentration polarization. Configurazione tipica per impianti 1–3 m³/h.
Buyer tipico: Tecnico impianto / consulente acque processo.
Modello tipico: due filettati DN15–DN20, EPDM.
Stai progettando o aggiornando un impianto RO?
Indicaci portata permeato richiesta, recovery rate di progetto, TDS dell'acqua di alimentazione e configurazione idraulica (con o senza ricircolo). Ti rispondiamo con il modello di riduttore di flusso corretto, tabelle di dimensionamento e disponibilità.
Installazione: i tre punti chiave del piping RO
In un impianto RO industriale ben dimensionato il riduttore di flusso si trova in posizioni standard. La configurazione idraulica varia tra sistemi a singolo stadio, doppio stadio e a ricircolo, ma la logica del controllo flusso resta la stessa.

1 Linea concentrato (reject) — sempre
Sulla linea di scarico del concentrato, a valle dell'ultima vessel di membrana e prima dello scarico fognario o del recupero. Posizione standard nei sistemi RO industriali. Il riduttore fissa il recovery rate di progetto.
2 Linea ricircolo (recycle) — se presente
Nei sistemi con ricircolo del concentrato verso l'aspirazione della pompa di alimentazione, un secondo riduttore di flusso controlla la portata di ricircolo. Garantisce velocità tangenziale costante sulle membrane.
3 Linea by-pass alimentazione — opzionale
Su impianti con bypass parziale dell'alimentazione (per blending o per modulazione del recovery), un terzo riduttore può essere installato sulla linea di bypass. Configurazione meno comune, tipica di impianti con qualità del permeato modulata.
4 Materiali del corpo
Per BWRO (acqua salmastra, pressione 6–15 bar): corpo in ottone con gomma EPDM. Per SWRO (acqua di mare, pressione 55–80 bar): corpo in acciaio inox 316L con gomma HP2 o Viton. Per applicazioni alimentari/farmaceutiche: corpo in inox con guarnizioni FDA.
Riduttore di flusso vs valvola manuale di taratura: confronto sul campo
Storicamente la portata di concentrato è stata regolata con valvole manuali di taratura (a saracinesca, a globo, a spillo). La soluzione funziona inizialmente, ma ha tre limiti operativi che si manifestano nel tempo.
| Aspetto |
Valvola manuale di taratura |
Riduttore di flusso autoregolante |
| Recovery rate al variare della pressione |
Varia con la pressione differenziale: il recovery cambia nel tempo |
Costante: recovery fissato dalla geometria della valvola |
| Comportamento al fouling progressivo |
Recovery cala invisibilmente, segnale di fouling tardivo |
Recovery costante, fouling rilevato come crescita pressione alimentazione |
| Variazione di temperatura |
Recovery varia con la viscosità (escursione tipica 30–40% anno) |
Recovery indipendente dalla viscosità |
| Manomissione |
Regolabile da chiunque, taratura facile da modificare |
Non regolabile per costruzione: antimanomissione |
| Manutenzione |
Soggetto a usura, calcificazione, vibrazione |
Nessuna manutenzione richiesta, vita oltre 20 anni |
| Pulizia chimica (CIP) |
Va smontata o protetta durante CIP aggressivi |
Resistente a CIP standard se gomma EPDM o Viton corretta |
| Diagnostica fouling |
Difficile: il recovery degrada gradualmente in modo invisibile |
Diretta: pressione di alimentazione cresce, allarme rilevabile |
Hai un impianto RO con prestazioni che degradano?
Permeato sotto la portata di targa, ΔP membrane in crescita, frequenza CIP aumentata, recovery effettivo che si scosta dal valore di progetto: spesso la causa reale è il controllo idraulico inadeguato sul concentrato. Possiamo aiutarti a verificare il dimensionamento corretto e proporre un retrofit semplice.
Approfondimenti correlati
Pagine prodotto, applicazioni adiacenti e guide tecniche per il trattamento acque di processo e l'idraulica delle membrane.
⚙️ Applicazioni correlate
Domande frequenti su osmosi inversa e riduttori di flusso
A cosa serve un riduttore di flusso in un impianto di osmosi inversa?
In un impianto di osmosi inversa il riduttore di flusso ha due ruoli distinti: sul concentrato (reject) regola il recovery rate, ovvero il rapporto tra acqua permeata e acqua di alimentazione, e fissa la pressione di esercizio della membrana. Sul ricircolo (recycle), nelle configurazioni a ricircolo del concentrato, mantiene costante la velocità tangenziale del fluido sulla superficie della membrana per prevenire concentration polarization e accumulo di sali. In entrambi i casi la portata costante e indipendente dalla pressione protegge le membrane da scaling, fouling e prestazioni degradate.
Cos'è il recovery rate e perché va controllato?
Il recovery rate (tasso di recupero) è la percentuale di acqua di alimentazione che viene convertita in permeato. Si calcola come Recovery = Q_permeato / Q_alimentazione. I valori tipici sono 30–50% per acqua di mare ad alta salinità, 50–75% per acqua salmastra, fino al 75–80% per acqua a bassa salinità o di rete addolcita. Un recovery troppo alto fa salire la concentrazione salina nel concentrato oltre la solubilità dei sali (scaling: precipitazione di carbonato di calcio, solfato di calcio, silice). Un recovery troppo basso spreca acqua e energia di pompaggio. Il riduttore di flusso sul concentrato fissa il rapporto e mantiene il recovery al valore di progetto.
Perché serve un riduttore di flusso e non solo una valvola di taratura sul concentrato?
Una valvola di taratura manuale a saracinesca o a spillo fissa una resistenza idraulica, non una portata. La portata effettiva dipende dalla pressione differenziale: se la pressione di alimentazione varia (per intasamento delle membrane, variazione di temperatura, o fluttuazione della pompa di alimentazione), la portata di concentrato varia con essa, e il recovery rate cambia. Il riduttore di flusso autoregolante, al contrario, mantiene costante la portata indipendentemente dalla pressione differenziale, garantendo recovery rate costante in tutto il ciclo di vita delle membrane (che si sporcano progressivamente nel tempo) e in tutte le condizioni operative.
Cosa succede al recovery rate quando le membrane si sporcano?
Quando le membrane si sporcano (fouling) o si incrostano (scaling), la pressione di alimentazione richiesta per mantenere la stessa portata di permeato cresce. In assenza di un riduttore di flusso sul concentrato, la maggiore pressione fa scorrere più acqua attraverso il bypass del concentrato, e il recovery effettivo cala. Si compensa aumentando la pressione di pompaggio, ma questo accelera il danneggiamento delle membrane. Con un riduttore di flusso che fissa la portata di concentrato, il recovery resta costante: il segnale di fouling è una crescita della pressione di alimentazione (allarme di processo), non una degradazione invisibile della prestazione.
Dove si installa il riduttore di flusso in un sistema RO?
Sulla linea del concentrato (reject), a valle dell'ultima vessel di membrana e prima dello scarico o del ricircolo. È la posizione standard nei sistemi RO industriali, anche detta 'concentrate flow controller' nei cataloghi anglosassoni. Per sistemi con ricircolo del concentrato (recycle), un secondo riduttore di flusso può essere installato sulla linea di ricircolo per mantenere costante la velocità tangenziale di alimentazione delle membrane. La logica è la stessa per entrambi: portata fissa al valore di progetto indipendentemente dalle condizioni operative.
Va bene per qualunque dimensione di impianto RO?
Sì, dalla scala domestica/laboratorio (membrane 2,5" con portate di pochi L/min) ai grandi impianti industriali (membrane 8" in vessel multipli, concentrato di centinaia di L/min). La gamma di riduttori di flusso copre tutti i range tipici: filettati DN6–DN50 per impianti compatti e medi (concentrato fino a 342 L/min), wafer DN20–DN400 per impianti industriali grandi (fino a 13.500 L/min). Per impianti di desalinizzazione di acqua di mare ad alta pressione (60–80 bar), si utilizzano modelli speciali con corpo in acciaio inox e gomma di controllo HP2 o Viton.
Quale gomma di controllo è meglio per applicazioni RO?
Per la maggior parte degli impianti RO industriali su acqua di rete addolcita, la scelta standard è gomma EPDM, per buona compatibilità con acqua potabile e tolleranza al cloro residuo (≤0,1 ppm, limite di compatibilità delle membrane). Per impianti su acqua salmastra o di mare, e per concentrati con concentrazioni saline elevate, si seleziona Viton (FKM) per la migliore resistenza chimica. La gomma standard P (NBR) è generalmente sconsigliata per applicazioni RO perché meno tollerante al cloro e ai sali concentrati nel reject.
Il riduttore di flusso è compatibile con i sistemi di pulizia chimica delle membrane (CIP)?
Dipende dalla gomma di controllo. La pulizia chimica delle membrane RO (Cleaning In Place) prevede cicli con soluzioni acide (acido citrico, acido cloridrico per scaling) e alcaline (idrossido di sodio per fouling organico) a temperature elevate (35–45 °C). EPDM è compatibile con la maggior parte dei detergenti CIP standard. Per CIP con detergenti a base di solventi o tensioattivi non standard, va verificata la compatibilità della gomma. Viton offre la migliore resistenza chimica complessiva e va selezionata su impianti con CIP frequente o con detergenti aggressivi.
MCA Strumentazione Industriale fornisce riduttori di flusso per impianti di osmosi inversa industriale, sia per sistemi BWRO (acqua salmastra) che SWRO (acqua di mare), in tutta Italia. Forniamo supporto tecnico per il dimensionamento del controllo idraulico (calcolo del recovery rate, scelta della gomma di controllo, selezione del materiale del corpo valvola), per impianti di trattamento acque alimentari, farmaceutiche, industriali, alimentazione caldaie, dialisi, microbirrifici, agricoltura.