MCA Strumentazione Industriale – Guida tecnica
Misuratore portata termico massico: come funziona
Guida tecnica completa: principio di King, sensori RTD, calibrazione gas-specific, accuratezza e confronto con altre tecnologie
MCA Strumentazione Industriale – Guida tecnica
Guida tecnica completa: principio di King, sensori RTD, calibrazione gas-specific, accuratezza e confronto con altre tecnologie
Principio fisico · Calibrazione · Accuratezza · Confronto tecnologie
Il misuratore di portata termico massico (in inglese thermal mass flow meter) è oggi la tecnologia più adottata in industria di processo per la misura di portata di gas: aria compressa, gas tecnici, biogas, gas di torcia, gas combustibili, atmosfere controllate. Il principio fisico — la dispersione termica — fu formulato nel 1914 da L.V. King con la cosiddetta "Legge di King", e da allora è stato raffinato in centinaia di brevetti applicativi.
La diffusione del termico massico in Europa è stata trainata dalla domanda di misure direttamente in Nm³/h (senza compensazione di pressione e temperatura), dalla tolleranza a contaminazioni tipiche dei gas industriali (umidità, oli, particolato), dal turndown elevato (100:1 tipico, contro 10:1-20:1 del vortex) e dalla disponibilità di certificazioni ATEX e SIL di serie. Per molte applicazioni industriali è il miglior compromesso costo-prestazioni.
Questa guida tecnica copre il principio fisico, l'architettura del sensore, la calibrazione per gas specifico, l'accuratezza ottenibile e il confronto con altre tecnologie (vortex, Coriolis, ultrasuoni, pressione differenziale). È pensata per progettisti, ingegneri di processo, technical buyer e safety engineer che valutano la scelta della tecnologia di misura nel contesto di un nuovo impianto o di un revamp.
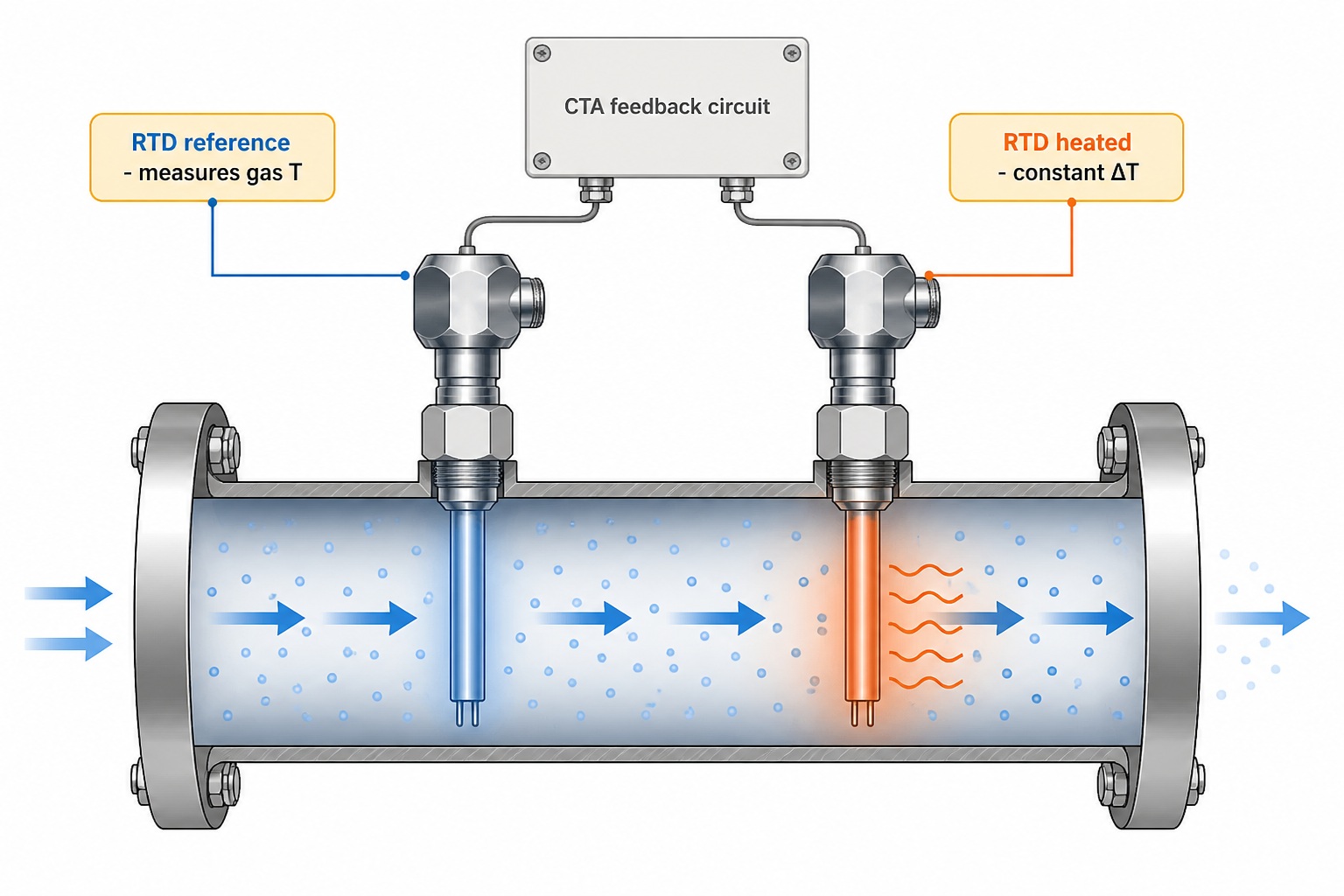
Il principio di funzionamento del misuratore termico massico è elegantemente semplice. Nel condotto in cui scorre il gas vengono inserite due resistenze a temperatura (RTD, Resistance Temperature Detector): una è riferimento e misura la temperatura del gas, l'altra è riscaldata elettricamente a una temperatura superiore (tipicamente 50-100°C sopra la temperatura del gas). Il gas che fluisce sottrae calore alla RTD riscaldata in misura proporzionale alla portata massica.
Quando il gas è fermo, la RTD riscaldata mantiene il delta-T impostato (es. ΔT = 50°C sopra il gas) con un certo consumo elettrico stabile. Quando il gas fluisce, ogni molecola che attraversa la RTD le sottrae una piccola quantità di calore. Per mantenere il delta-T costante, l'elettronica di controllo deve fornire più corrente alla RTD: la corrente diventa proporzionale al numero di molecole che fluiscono, ovvero al flusso massico.
Le architetture commerciali sono di due tipi: insertion probe (sonda inserita nel condotto, tipica per condotti grandi >DN50) e in-line (corpo flussometrico in linea, tipica per condotti piccoli ≤DN50). FlowVision FVone è in-line, mentre PERFLU 5 è disponibile in entrambe le configurazioni.
Louis Vessot King, fisico britannico, formulò nel 1914 l'equazione che descrive il calore disperso da un cilindro riscaldato in un fluido in movimento. La sua intuizione fu che il calore ceduto dipende non solo dal delta-T tra cilindro e fluido, ma anche dalla velocità del fluido, secondo una legge a potenza non lineare. Le formule applicate ai sensori moderni sono raffinamenti dell'equazione originale.
Q = calore disperso dalla RTD riscaldata al gas (W)A, B = costanti caratteristiche del sensore (geometria, materiale)v = velocità del flusso (m/s) o equivalentemente portata massican = esponente legato a numeri di Reynolds e Prandtl (tipicamente 0,4-0,5)ΔT = differenza temperatura tra RTD riscaldata e gas (°C)Ct = conducibilità termica del gas (W/m·K) — varia per ogni gas
Il punto cruciale di questa formula è che la pressione del gas non compare. Il calore disperso dipende dal flusso di molecole (massa) e dalle proprietà termiche del gas, non dalla pressione totale del sistema. Questo è il motivo fisico per cui il termico massico misura direttamente la portata massica — e quindi i Nm³/h riferiti a condizioni standard — senza bisogno di compensazione esterna di pressione e temperatura.
Il termine Ct (conducibilità termica del gas) è invece specifico per ogni gas: 0,251 W/m·K per N₂, 0,266 W/m·K per O₂, 1,876 W/m·K per H₂, 0,167 W/m·K per CO₂. La differenza tra azoto e idrogeno è di un fattore 7. Per questo è obbligatorio calibrare il misuratore per il gas specifico o miscela specifica che dovrà misurare.
L'elemento sensibile di un misuratore termico massico è composto da due RTD in platino di precisione (Pt100 o Pt1000), inserite nel flusso del gas. Una RTD funziona come sensore di riferimento: legge la temperatura del gas in tempo reale. L'altra è riscaldata elettricamente da un circuito di feedback che mantiene il delta-T costante (architettura "constant temperature anemometry" CTA).
La corrente fornita alla RTD riscaldata per mantenere il delta-T è la variabile di output: viene linearizzata dall'elettronica e convertita in segnale 4-20 mA, Modbus, HART o altri protocolli industriali standard. Le RTD sono protette da una guaina (sheath) in inox 1.4571, Hastelloy o tantalato a seconda del gas misurato.
Un misuratore FVone-NP-CA o PERFLU 5-CA standard è composto da: (1) corpo flussometrico in inox o Hastelloy con flange ANSI/DIN o filettature; (2) elemento sensibile con due RTD Pt1000 in guaina protettiva; (3) elettronica di trasmissione in custodia separata o integrata, con display LCD locale e uscite di segnale; (4) circuito di feedback CTA dedicato che mantiene ΔT = 30-50°C; (5) memoria EEPROM con curve di calibrazione per gas specifico caricate in fabbrica.
Per applicazioni ATEX zona 1/2/21/22 il corpo è certificato Ex db (antideflagrante) e/o Ex tb (tenuta polveri), con custodia robusta in alluminio o inox e pressacavi Ex per i collegamenti elettrici. Per zona 0 esiste la versione Ex ia (sicurezza intrinseca), che richiede barriera intrinseca dedicata nel quadro di alimentazione.
È la domanda più frequente che si fanno progettisti abituati a tecnologie volumetriche (vortex, ultrasuoni, pressione differenziale, turbina). Queste misurano portata volumetrica (m³/h alle condizioni operative), e per ottenere la portata in Nm³/h (riferita a condizioni standard di 0°C, 1 atm secondo ISO 6976) richiedono la compensazione tramite trasmettitori separati di pressione e temperatura.
Il termico massico, invece, misura direttamente la portata massica grazie al principio di King: il calore disperso dipende dal numero di molecole, non dalla loro densità. Visto che 1 Nm³ contiene sempre lo stesso numero di molecole (legge di Avogadro), la portata massica e la portata in Nm³ sono direttamente proporzionali, e il misuratore termico massico fornisce direttamente Nm³/h come output.
ṁ = portata massica misurata dal sensore (kg/h)ρstd = densità del gas a condizioni standard (kg/Nm³, costante per ogni gas)ρstd = 1,251 kg/Nm³. Una misura di 125,1 kg/h corrisponde a 100 Nm³/h, indipendentemente dalla pressione e temperatura nel condotto in quel momento.
In pratica, in un impianto industriale eliminare la compensazione P-T significa:
Come visto al punto 2, la formula della Legge di King contiene il termine Ct (conducibilità termica del gas) che è specifico per ogni gas. Questo significa che un misuratore tarato per aria leggerà valori sbagliati se usato su idrogeno, argon, CO₂, ecc. La calibrazione gas-specific è obbligatoria per ottenere accuratezza dichiarata del misuratore.
FlowVision esegue la calibrazione di fabbrica facendo passare il gas reale (o una miscela rappresentativa) attraverso il misuratore in una banco di calibrazione tracciabile, registrando la risposta dell'elettronica e generando una curva polinomiale a 8-12 punti che viene scritta in memoria EEPROM dello strumento. Il certificato di calibrazione fornito è tracciabile a campioni nazionali (PTB, NMI, INRIM).
Calibrazione standard (gas singolo puro): per gas comuni (aria, N₂, O₂, CO₂, Ar, He, H₂, gas naturale). Disponibile a listino senza extra-costi e senza tempi aggiuntivi sulla consegna standard.
Calibrazione miscela standard: per miscele comuni come forming gas N₂/H₂ 95/5, syngas H₂/CO, gas naturale arricchito a composizione tipica. Tempi aggiuntivi: 1-2 settimane sulla consegna standard, costo +500-1.000 €.
Calibrazione miscela custom: per miscele specifiche del cliente (off-gas pirolisi, gas di torcia con composizione variabile, biogas con %CH₄ specifica). Richiede composizione esatta della miscela e condizioni operative target. Tempi aggiuntivi: 2-4 settimane, costo +1.000-1.500 €.
L'accuratezza dichiarata di un misuratore termico massico è tipicamente espressa come ±1% del valore letto (rdg, reading) sul range nominale. Per un misuratore con range 0-1.000 Nm³/h, questo significa errore tipico di ±5 Nm³/h misurando 500 Nm³/h, e di ±0,5 Nm³/h misurando 50 Nm³/h. La scala "del valore letto" è migliore della "del fondo scala" perché l'errore assoluto si riduce con la portata.
Il turndown (rapporto tra portata massima e minima misurabile mantenendo l'accuratezza dichiarata) è tipicamente 100:1 per FlowVision, contro 10:1-20:1 del vortex e 50:1-100:1 di Coriolis e ultrasuoni. È un vantaggio significativo per applicazioni con consumi molto variabili (impianti batch, processi modulanti, generatori PSA).
Il fattore principale: usare un misuratore tarato per aria su gas diverso porta a errori del 10-50%. La calibrazione di fabbrica deve corrispondere al gas effettivamente misurato.
Impatto: ±10-50% se gas sbagliatoI tratti rettilinei di monte e valle del misuratore devono garantire flusso completamente sviluppato. Tipicamente 10-15 diametri a monte e 5 a valle. Profili distorti generano errori del 2-5%.
Impatto: ±2-5% se installazione errataAccuratezza ±1% rdg vale alle condizioni di calibrazione. Variazioni di temperatura ±20°C dal punto di calibrazione possono aggiungere ±0,5-1% di errore. Per processi a temperatura molto diversa serve calibrazione dedicata.
Impatto: ±0,5-1% per ΔT 20°CSu miscele a composizione variabile (gas di torcia, off-gas) il misuratore tarato per la miscela media accumula errori quando la composizione si sposta. Per variazioni ≤±5% da nominale l'errore aggiuntivo è tipicamente ±1-2%.
Impatto: ±1-2% per miscela ±5%La scelta della tecnologia di misura dipende dal contesto applicativo: condizioni operative, gas misurato, requisiti di accuratezza, budget, certificazioni richieste. La tabella seguente confronta le cinque tecnologie più diffuse per misura di gas industriali.
| Caratteristica | Termico massico | Vortex | Coriolis | Ultrasuoni | ΔP / Pitot |
|---|---|---|---|---|---|
| Misura diretta Nm³/h | ✓ Sì | ✗ Compensazione P-T | ✓ Massa diretta | ✗ Compensazione P-T | ✗ Compensazione P-T |
| Accuratezza (rdg) | ±1% | ±0,5-1% | ±0,1-0,5% | ±0,5-1% | ±2-3% |
| Turndown | 100:1 | 10:1-20:1 | 50:1-100:1 | 50:1-100:1 | 5:1-10:1 |
| Costo orientativo | Medio (€2-9k) | Basso (€1-3k) | Alto (€8-25k) | Medio-alto (€3-10k) | Basso (€1-2k) |
| Bassa pressione | ✓ Sì | ✗ Richiede ΔP | ~ Limitato | ✓ Sì | ✗ Difficile |
| Tolleranza umidità/sporco | ✓ Buona | ✗ Critica | ~ Verifica caso | ✓ Buona | ✗ Intasamento |
| ATEX zone 1/2 di serie | ✓ Standard | ✓ Disponibile | ✓ Disponibile | ✓ Disponibile | ✓ Standard |
| Manutenzione | ✓ Minima | ✓ Minima | ✓ Minima | ✓ Minima | ~ Ispez. orifizio |
Sintesi pratica: per la maggior parte delle applicazioni gas industriali (aria compressa, gas tecnici, biogas, gas di torcia, off-gas processo, oil&gas) il termico massico è la scelta migliore in termini costo/prestazioni. Vortex è un'alternativa economica ma fallisce su gas saturi di umidità e bassa pressione (es. digestori biogas). Coriolis è imbattibile per accuratezza estrema ma costoso e ingombrante. Ultrasuoni clamp-on funziona bene su condotti grandi ma richiede compensazione P-T. ΔP / Pitot è economico per condotti aria/HVAC ma con accuratezza modesta.
La tecnologia migliore non esiste in assoluto, ma in funzione del contesto. Ecco una guida pratica per orientarsi.
Scegli termico massico quando:
Considera alternative quando:
MCA è distributore esclusivo FlowVision in Italia e fornisce supporto al dimensionamento e alla scelta della tecnologia di misura ottimale per la tua applicazione, sia che il termico massico sia adatto sia che convenga un'altra tecnologia presente nel nostro listino prodotti (Pitot-medio Micatrone, vortex, ultrasuoni).
L.V. King (1914): "On the Convection of Heat from Small Cylinders in a Stream of Fluid", Philosophical Transactions of the Royal Society. Articolo originario della Legge di King.
ISO 6976:2016: Natural gas — Calculation of calorific values, density, relative density and Wobbe indices from composition. Definizioni di condizioni standard per gas.
AGA Report No. 8: Compressibility Factor of Natural Gas and Related Hydrocarbon Gases. Per compensazione P-T di tecnologie volumetriche su gas naturale.
ISA RP31.1: Recommended Practice for Specifying Mass Flow Meters and Controllers. Linee guida ISA per scelta di misuratori massici.
NIST Reference Fluid Thermodynamic and Transport Properties Database (REFPROP): database di riferimento per proprietà termodinamiche di gas e miscele, usato in calibrazioni di precisione.
IEC 60584-1: Thermocouples - Part 1: EMF specifications and tolerances. Riferimento per RTD Pt100/Pt1000 usate negli elementi sensibili termico massico.
Un misuratore di portata termico massico è uno strumento che misura il flusso massico di un gas (in kg/h o Nm³/h riferiti a condizioni standard) sfruttando il principio della dispersione termica: una resistenza riscaldata (RTD) immersa nel flusso cede calore al gas, in misura proporzionale alla sua portata massica. La misura è diretta, senza compensazione di pressione e temperatura. Tecnologia inventata applicando la "Legge di King" del 1914 e affinata in oltre un secolo di brevetti applicativi industriali.
Perché la fisica della dispersione termica dipende dalla portata massica e dalla conducibilità termica del gas, non dalla densità (che varia con P e T). Le formule alla base del principio di King non contengono il termine pressione: il calore ceduto dall'RTD al gas dipende dal flusso di molecole che lo attraversano (massa) e dalle loro proprietà termiche, non dalla pressione totale del sistema. Questo rende il termico massico una tecnologia ideale per processi dove pressione e temperatura variano (digestori biogas, impianti chimici batch, generatori PSA modulanti).
Ogni gas ha proprietà termodinamiche diverse (conducibilità termica, calore specifico, viscosità). Un misuratore tarato per aria letterà valori sbagliati se usato su idrogeno, argon o CO₂. La calibrazione di fabbrica viene eseguita facendo passare il gas specifico (o miscela) attraverso il misuratore in condizioni controllate, registrando la curva di risposta della RTD. FlowVision dispone di calibrazioni standard per i gas più comuni e calibrazioni custom per miscele specifiche, tipicamente con tempi 1-2 settimane oltre la consegna standard.
L'accuratezza tipica del termico massico FlowVision è ±1% del valore letto (rdg) sull'intero range, con turndown 100:1. Questo significa che misurando 100 Nm³/h l'errore tipico è ±1 Nm³/h, e misurando 10 Nm³/h l'errore è ±0,1 Nm³/h. Le tecnologie alternative come vortex offrono ±0,5-1% rdg ma con turndown limitato 10:1-20:1, mentre Coriolis raggiunge ±0,1% rdg ma con costo molto superiore. Per gas industriali la combinazione accuratezza-turndown del termico massico è spesso il miglior compromesso costo/prestazioni.
Termico massico: preferito per gas con condizioni operative variabili (P, T fluttuanti), ampio turndown necessario, ATEX, applicazioni con materiali speciali (Hastelloy, tantalato). Vortex: buono per gas puliti e secchi a condizioni stabili, costo basso, ma turndown limitato e non funziona a basse portate. Coriolis: massima accuratezza, misura anche densità e viscosità, ma costo molto alto e ingombro significativo per portate elevate. Per la maggior parte delle applicazioni gas industriali (aria compressa, gas tecnici, biogas, oil&gas), il termico massico FlowVision è la scelta migliore in termini costo/prestazioni/affidabilità.
Le pagine prodotto FlowVision dettagliano i modelli specifici per ogni segmento applicativo: aria compressa, gas tecnici, ATEX zone 0 e 1/2, biogas/biometano, oil&gas safety, chimica e petrolchimica. Per dimensionamento e supporto tecnico contattaci direttamente.
📊 Famiglia prodotti FlowVision 📩 Richiedi supporto tecnico Contattaci