Reometro vs viscosimetro: qual è la differenza e quale scegliere
Una scelta che dipende da una sola domanda — il tuo prodotto è newtoniano o no? Guida pratica per decidere, con esempi concreti per ogni settore industriale.
📘 Guida tecnica
Misura della viscosità
Due strumenti, due filosofie, una decisione che pesa sul budget e sulla qualità
Reometro e viscosimetro sono spesso usati come sinonimi, ma sono due strumenti diversi che rispondono a domande diverse. Sceglierli alla rovescia significa o spendere troppo per dati che non ti servono, oppure — molto più frequente — spendere troppo poco e ritrovarsi con lotti di prodotto fuori specifica.
Questa guida ti aiuta a decidere quale dei due strumenti è quello giusto per il tuo processo, partendo dalla natura del tuo prodotto: se misuri acqua o oli minerali la risposta è facile, se misuri vernici, inchiostri, detersivi, cosmetici, adesivi o salse la risposta richiede qualche minuto di lettura.
Viscosimetro: misura la viscosità a una velocità di taglio. Adatto a fluidi newtoniani (acqua, oli minerali, solventi). Strumento più semplice, più economico, dato singolo numerico.
Reometro: misura la viscosità su una gamma di velocità di taglio e ricava parametri reologici complessi (yield stress, indice di pseudoplasticità, modelli di flusso). Indispensabile per fluidi non newtoniani come vernici, inchiostri, detersivi, creme, salse, adesivi.
La regola pratica: se il tuo prodotto cambia consistenza quando lo agiti, scorrere o lavoreresti — è non newtoniano. Ti serve un reometro. Punto.
Confronto diretto: viscosimetro e reometro a colpo d'occhio
I due strumenti hanno la stessa unità di misura in uscita (Pa·s o mPa·s) ma producono informazioni completamente diverse. Vediamo cosa fa davvero ciascuno.
Viscosimetro
Lo strumento del "quanto è denso?"
Misura la viscosità in un singolo punto operativo: una velocità di taglio fissa (o scarsamente definita, nel caso delle coppe di flusso), una temperatura controllata, un valore numerico in uscita.
Tipologie principali:
Coppe di flusso (Ford, Zahn, DIN 4): tempo di efflusso in secondi, usato in lab vernici e inchiostri.
Rotazionali a singolo punto (Brookfield, mandrino rotante): coppia su mandrino, valore in mPa·s.
A caduta di sfera: per oli lubrificanti newtoniani.
Vibrazionali in linea (Coriolis, asta vibrante): un valore continuo in linea, ma a shear rate non sempre definita.
Cosa ti dice davvero: "il prodotto è più o meno denso del riferimento". Niente sul perché.
Ideale per: liquidi newtoniani, controllo QC base, valori di benchmark contrattuali
Reometro
Lo strumento del "come si comporta?"
Misura la viscosità su un intervallo controllato di velocità di taglio (tipicamente da 0,1 a 1.000 s⁻¹ o più) e ricava la curva di flusso completa: come cambia la viscosità del prodotto al variare della sollecitazione.
Tipologie principali:
Reometri rotazionali da laboratorio (cono-piatto, piatto-piatto, cilindri coassiali): per analisi reologica completa, anche viscoelastica.
Reometri a capillare da laboratorio: usati per polimeri e materiali ad alta viscosità.
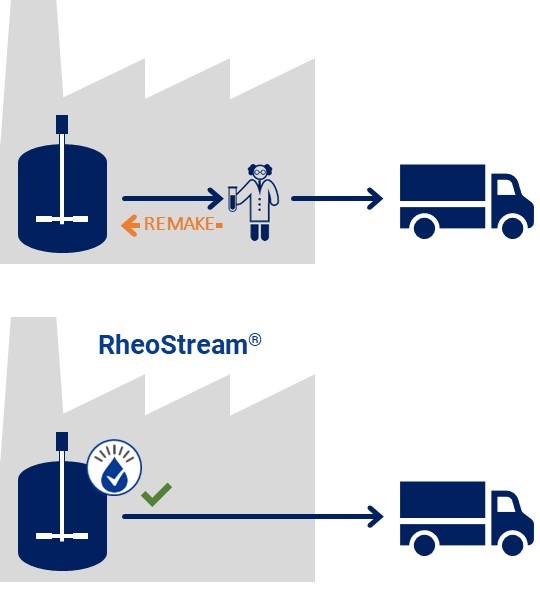
Reometri di processo in linea (RheoStream): l'unica categoria che porta la misura reologica completa in produzione, automatizzata.
Cosa ti dice davvero: yield stress, indice di pseudoplasticità (n), consistenza (K), parametri Casson o Herschel-Bulkley. Cioè i parametri che governano l'uso reale del prodotto.
Ideale per: vernici, detersivi, cosmetici, salse, adesivi — tutto ciò che è non newtoniano
Cosa "vede" un reometro che un viscosimetro non vede
Il modo più chiaro per capire la differenza tra i due strumenti è guardare cosa restituiscono come dato di uscita. Il grafico qui sotto mostra il comportamento di tre prodotti tipici sotto un viscosimetro a singolo punto e sotto un reometro completo.
L'olio newtoniano ha viscosità costante: il viscosimetro a 50 s⁻¹ dà lo stesso valore del reometro a qualsiasi velocità. Per vernice e detersivo, la viscosità a 50 s⁻¹ è solo un punto sulla curva: non dice nulla su come si comporterà il prodotto nel barattolo (basse velocità) o sotto il pennello (alte velocità).
Decision tree: quale strumento ti serve davvero
Quattro domande, in ordine. Rispondendo onestamente arrivi alla risposta giusta in meno di un minuto.
D1Il tuo prodotto è newtoniano?
Acqua, oli minerali leggeri (motore, idraulici), solventi puri, glicerina, siliconi a bassa viscosità, miele filtrato pastorizzato. Se sì: VISCOSIMETRO. Il reometro sarebbe sovradimensionato e troppo costoso.
Se la tua viscosità misurata cambia significativamente quando il prodotto è agitato vs fermo, o quando lo pompo lentamente vs velocemente, NON è newtoniano. Vai a D2.
D2Il tuo prodotto verrà usato a una sola velocità di taglio nota e fissa?
Esempi: olio idraulico in una pompa specifica, fluido di trasferimento termico in un circuito, glicole in un impianto frigorifero. Se sì, e se accetti misure a quella sola velocità: VISCOSIMETRO. Anche se il fluido è leggermente non-newtoniano, conoscere la viscosità nel punto operativo può essere sufficiente.
Se invece il prodotto è applicato in più condizioni (stoccaggio, pompaggio, applicazione, riempimento), vai a D3.
D3Hai bisogno di yield stress, indice di pseudoplasticità, o di garantire stabilità in stoccaggio?
Se le tue specifiche di prodotto includono parametri come yield stress, valore di Casson, indice n della legge di potenza, K di consistenza, o se devi garantire che pigmenti/cariche non sedimentino — solo un REOMETRO ti dà queste misure. Il viscosimetro non le calcola.
D4Hai problemi di lotti fuori specifica, attese del laboratorio, rilavorazioni?
Se la viscosità è un parametro critico, se il QC manuale rallenta la produzione, se i lotti vengono corretti più volte prima di essere conformi, allora ti serve un REOMETRO IN LINEA — non da laboratorio. La differenza non è scientifica, è economica: un reometro da lab dà la stessa misura ma off-line, mentre uno in linea elimina il collo di bottiglia del controllo qualità.
Esempi concreti: viscosimetro o reometro per il tuo prodotto?
Categorie di prodotto raggruppate per comportamento reologico tipico. La regola generale non è infallibile (esistono formulazioni borderline), ma orienta correttamente la scelta nel 90% dei casi.
💧
Acqua di processo, solventi, oli minerali
Fluidi newtoniani per definizione. Viscosità non cambia con la velocità di taglio.
Viscosimetro
🛢️
Oli lubrificanti finiti, fluidi idraulici
Quasi-newtoniani nei range operativi normali. Indice di viscosità ISO/SAE definito a temperatura.
Viscosimetro
🎨
Vernici, smalti, primer industriali
Shear-thinning marcato: densi nel barattolo, fluidi sul pennello. Yield stress critico per stabilità pigmenti.
Reometro
🖨️
Inchiostri da stampa (flexo, gravure, offset)
Comportamento non newtoniano complesso, viscosità diversa sui rulli e sul supporto. Difetti di stampa legati a curva di flusso scorretta.
Reometro
🧴
Detersivi liquidi strutturati, ammorbidenti
Sistemi viscoelastici gelatinosi con yield stress per sospensione solidi. Misura a singolo punto non significativa.
Reometro
💄
Creme, lozioni, shampoo, gel
La consistenza percepita dal consumatore (spalmabilità, sensazione al tatto) dipende dalla curva di viscosità completa.
Reometro
🍅
Ketchup, maionese, salse, dressing
Pseudoplastici con yield stress controllato. Determina la "cadenza" di versamento e la consistenza in bocca.
Reometro
🧪
Adesivi PVA, PVAc, colle industriali
Viscosità dipendente dal metodo di applicazione (pennello, rullo, spruzzo). Range di taglio operativo molto ampio.
Reometro
🔋
Slurry per batterie litio-ioni (anodi e catodi)
Reologia critica per uniformità del coating sul collettore. Yield stress determina stabilità del film prima dell'essiccazione. Applicazione strategica per gigafactory.
Reometro
🎯
Bagni di dip-coating (rivestimenti continui)
Spessore del film dipendente da viscosità del bagno. Variabile per evaporazione solvente. Richiede monitoraggio continuo.
Reometro
Tabella tecnica: tutte le differenze in un colpo d'occhio
Caratteristica
Viscosimetro
Reometro
Misura su quante velocità di taglio
1 (o range stretto, non controllato)
Da 3 a centinaia di punti su un intervallo definito
Adatto a fluidi newtoniani
✓ Ottimale
✓ Sì (ma sovradimensionato)
Adatto a fluidi non newtoniani
✗ Inadeguato
✓ Ottimale
Misura yield stress / soglia di scorrimento
✗ No
✓ Sì (modelli Casson, Bingham, Herschel-Bulkley)
Misura tixotropia (dipendenza dal tempo)
✗ No
✓ Sì (laboratorio); parziale (in linea)
Controllo temperatura
Tipicamente ±1°C
±0,1-0,2°C
Versione in linea continua disponibile
Sì (vibrazionali, Coriolis a singolo punto)
Sì (RheoStream — reometro a capillare automatico)
Dato di uscita
Viscosità apparente in mPa·s
Curva di flusso completa + parametri modello
Tempo per misura singola
30 secondi - 2 minuti
1-3 minuti (in linea); 5-30 minuti (laboratorio)
Prezzo orientativo da laboratorio
3.000 - 15.000 €
25.000 - 60.000 €
Prezzo orientativo in linea
8.000 - 25.000 €
50.000 - 70.000 € (RheoStream)
Standard di riferimento
ISO 2555, ISO 2431 (coppa Ford), ASTM D2196
ISO 3219, DIN 53019, ASTM D7867
Il verdetto: meno polemica di quanto sembri
La scelta tra reometro e viscosimetro non è ideologica. Per metà delle applicazioni industriali (fluidi newtoniani, controllo qualità di base, valori contrattuali) il viscosimetro è la risposta giusta — più semplice, più economico, sufficiente.
Per l'altra metà — vernici, inchiostri, detersivi, cosmetici, adesivi, salse e tutti i prodotti che cambiano consistenza con la velocità di movimento — il viscosimetro è una scorciatoia che genera lotti fuori specifica, rilavorazioni, attese del laboratorio. In questi casi il reometro non è un upgrade: è lo strumento corretto.
E se sei in produzione attiva con questi prodotti, la versione in linea del reometro elimina anche il collo di bottiglia del controllo qualità manuale.
Definizione, misura, ruolo nella stabilità in stoccaggio di vernici, detersivi e cosmetici.
Applicazioni del reometro in linea per settore industriale
Casi d'uso reali del reometro Fluidan RheoStream nei principali settori produttivi italiani. Ogni pagina dettaglia problemi specifici del settore, ROI, vocabolario tecnico (coppa Ford, Bostwick, DIN, Brookfield, Landau-Levich) e business case.
Controllo automatico della diluizione finale, alternativa moderna alla coppa Ford e ISO 2431. Per produttori vernici architettoniche, smalti industriali, coil coating, automotive.
Applicazione strategica per gigafactory italiane (Termoli ACC, Teverola FAAM, Energy Spa). Controllo reologico di anodi NMC/LFP e catodi grafite/silicio.
Produzione continua di detersivi strutturati, ammorbidenti, saponi liquidi. Yield stress critico per sospensione micro-capsule, controllo per private label GDO.
Controllo spessore film via equazione di Landau-Levich. Per filo smaltato, coil coating, cookware antiaderente, vetri tecnici sol-gel.
Domande frequenti
Qual è la differenza tra reometro e viscosimetro?
Un viscosimetro misura la viscosità a una singola velocità di taglio (shear rate). Un reometro misura la viscosità su una gamma di velocità di taglio e fornisce la curva di flusso completa, oltre a parametri come yield stress, indice di pseudoplasticità e (in laboratorio) viscoelasticità. In pratica: il viscosimetro dà un numero, il reometro dà un comportamento. Per liquidi newtoniani il viscosimetro basta; per liquidi non newtoniani (vernici, detersivi, creme, salse, adesivi) il viscosimetro è insufficiente perché la viscosità del prodotto cambia con la velocità di taglio e il singolo punto non descrive l'uso reale.
Cosa significa che un fluido è newtoniano o non newtoniano?
Un fluido newtoniano ha viscosità costante indipendentemente dalla velocità di taglio applicata: acqua, oli minerali leggeri, solventi puri, glicerina sono esempi tipici. Un fluido non newtoniano cambia viscosità in funzione della velocità di taglio: la maggior parte dei prodotti industriali viscosi (vernici, inchiostri, detersivi liquidi, creme cosmetiche, salse alimentari, adesivi) sono non newtoniani, tipicamente shear-thinning (assottigliamento al taglio): densi a riposo, fluidi quando movimentati. Esistono anche fluidi shear-thickening (più densi sotto taglio) e fluidi tixotropici (viscosità dipendente dal tempo), ma sono meno comuni.
Cosa significa shear-thinning?
Shear-thinning, in italiano assottigliamento al taglio o pseudoplasticità, è il comportamento per cui un fluido diventa meno viscoso quando viene sottoposto a velocità di taglio più alte. Una vernice che è densa nel barattolo (velocità di taglio quasi nulla) ma fluida quando viene pennellata sul muro (velocità di taglio elevata) è shear-thinning. Lo stesso vale per ketchup, dentifricio, sangue, gel idroalcolico e moltissimi prodotti industriali. Un viscosimetro a singola velocità non può descrivere questo comportamento, serve un reometro.
Cos'è lo yield stress?
Lo yield stress (soglia di scorrimento) è la sollecitazione minima da applicare a un fluido perché inizi a scorrere. Sotto questo valore il fluido si comporta come un solido. Lo yield stress è fondamentale per la stabilità in stoccaggio (impedisce la sedimentazione di pigmenti e cariche nelle vernici, mantiene in sospensione i solidi nei detersivi strutturati) e per la consistenza percepita di creme, salse e cosmetici. Si misura solo con un reometro tramite adattamento dei dati di flusso a modelli come Bingham, Casson o Herschel-Bulkley.
Posso usare un viscosimetro per misurare una vernice?
Tecnicamente sì: i viscosimetri rotazionali a singolo punto (Brookfield) e le coppe di flusso DIN/Ford/Zahn sono usati storicamente per il controllo qualità delle vernici in laboratorio. Però il valore restituito è una viscosità apparente a una specifica velocità di taglio e non descrive il comportamento del prodotto nelle condizioni reali di applicazione (pennello, rullo, spruzzo, immersione). Per questo motivo le specifiche delle vernici tecnicamente avanzate definiscono la viscosità a più velocità di taglio, e per cui il reometro è in crescita rapida nel settore.
Quanto costa un reometro rispetto a un viscosimetro?
Indicativamente: viscosimetro rotazionale da laboratorio 3.000-15.000 €; viscosimetro in linea a singolo punto 8.000-25.000 €; reometro da laboratorio 25.000-60.000 €; reometro in linea automatico 50.000-70.000 €. La differenza di costo è giustificata dalla capacità di misurare la curva di flusso completa e dall'automazione. Il reometro in linea sostituisce sia il controllo manuale di laboratorio sia il viscosimetro in linea, eliminando interventi operatore e tipicamente ripagandosi in 6-18 mesi nelle produzioni a volume significativo di liquidi non newtoniani.
Le coppe di flusso (Ford, Zahn, DIN 4) sono viscosimetri o reometri?
Sono viscosimetri rudimentali. Misurano il tempo di efflusso di un volume noto di liquido attraverso un foro calibrato, e questo tempo è correlato (in modo non lineare) alla viscosità. La velocità di taglio durante l'efflusso non è ben definita ed è variabile lungo il foro, quindi non sono adatte a fluidi fortemente non newtoniani. Restano utili come controllo qualità di benchmark per accordi commerciali nel settore vernici, dove storicamente i requisiti sono espressi in secondi DIN o Ford.
Se ho già un reometro da laboratorio, mi serve uno in linea?
Dipende dal collo di bottiglia. Se il reometro da laboratorio è usato in QC e i lotti aspettano l'analisi prima di essere rilasciati, allora un reometro in linea elimina questa attesa misurando ogni 1-2 minuti durante la produzione stessa. Inoltre permette il controllo automatico della diluizione e del dosaggio: il sistema di fabbrica regola gli ingredienti in tempo reale fino al target di viscosità. Il reometro da laboratorio resta utile per analisi più complete (curve viscoelastiche, tixotropia, sviluppo formulazione) — i due strumenti sono complementari, non alternativi.
I viscosimetri in linea a forcella o asta vibrante sono un'alternativa al reometro?
Sono alternativi solo per fluidi newtoniani o quasi-newtoniani. I viscosimetri vibrazionali misurano lo smorzamento di un'oscillazione meccanica nel fluido: restituiscono un singolo valore di viscosità a una velocità di taglio difficilmente definibile (e variabile con la posizione del sensore). Per fluidi shear-thinning marcati il valore restituito non è confrontabile con la viscosità misurata da un reometro alla velocità di taglio di interesse, e questo genera disallineamenti con le specifiche del prodotto.
Qual è la differenza tra reometro rotazionale e reometro capillare?
Il reometro rotazionale (cono-piatto, piatto-piatto, cilindri coassiali) misura la viscosità imponendo una rotazione al campione e leggendo la coppia richiesta. È molto versatile, copre velocità di taglio basse (anche 10⁻⁴ s⁻¹) e permette analisi viscoelastiche. Il reometro capillare spinge il campione attraverso un capillare a portata controllata e misura la caduta di pressione: è particolarmente adatto a velocità di taglio medio-alte (fino a 10⁴ s⁻¹), a fluidi con cariche o polimeri ad alta viscosità, e si presta meglio all'automazione in linea (è infatti la tecnologia del reometro di processo RheoStream).
MCA è distributore ufficiale di Fluidan RheoStream in Italia, l'unico reometro di processo per misura in linea della viscosità di liquidi non newtoniani. Forniamo consulenza tecnica, business case personalizzato e assistenza in Lombardia, Veneto, Emilia-Romagna, Piemonte, Lazio e su tutto il territorio italiano.